Why Pumps Fail: Lessons from Real Field Data.
Operation and Maintenance
Screwtech
3/24/20262 min read
🚨 Why Pumps Fail: Lessons from Real Field Data
If you’ve spent enough time around rotating equipment, you’ll know this truth:
Pumps don’t just fail.
They give warnings — we just don’t always listen.
Across multiple sites and audits, a pattern keeps repeating itself. Different plants, different operators… same root causes.
Here are the most common ones 👇
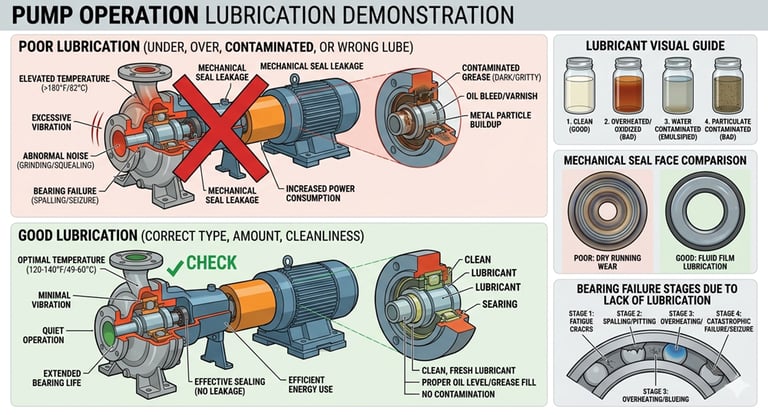
🛢️ 1. Poor Lubrication Practices
Wrong oil. Contaminated oil. Inconsistent application.
Bearings rarely forgive any of these.
In real operating environments, OEM recommendations are not always sufficient. For example:
OEM specifies ISO VG 32 (T32)
Site conditions introduce higher temperatures
Result → Oil film breaks down, leading to dry contact
👉 In such cases, selecting a higher viscosity grade may be necessary to maintain lubrication film integrity.
📌 Key takeaway:
Lubrication should be based on actual operating conditions, not just manuals.
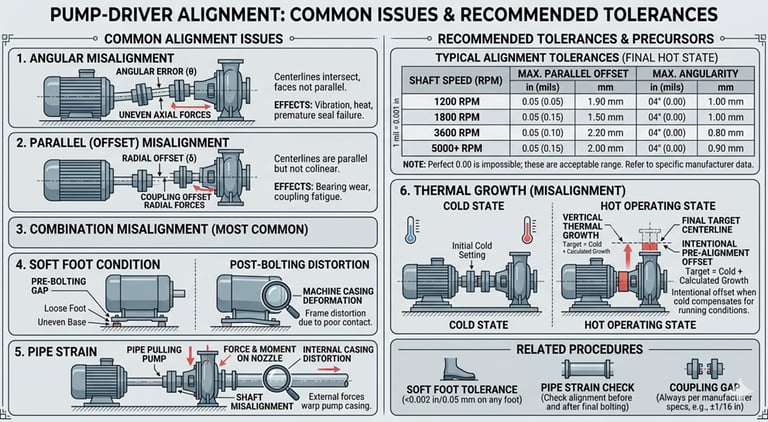
⚙️ 2. Misalignment (Often Underestimated)
Even slight misalignment can:
Increase vibration
Accelerate wear
Quietly shorten equipment life
🔧 Types of Misalignment
Angular Misalignment
Shafts intersect at an angle → high bending forces
Acceptable limit: ~0.017–0.05 mm per 100 mmParallel (Offset) Misalignment
Shafts are parallel but offset → uneven bearing load
Typical limits:Standard machines: 0.05–0.1 mm
High-speed (>3500 RPM): 0.01–0.03 mm
🔍 Operational Misalignment You Must Watch
Soft Foot
Distorted casing due to uneven mounting
Limit: ≤ 0.05 mmThermal Growth
Equipment expands during operation
👉 Cold alignment ≠ Hot alignmentPipe Strain
Poor piping support forces casing distortion
📊 Field Check Method:
Install dial indicators (vertical & horizontal)
Zero readings
Connect piping
Movement > 0.05 mm = Excessive strain
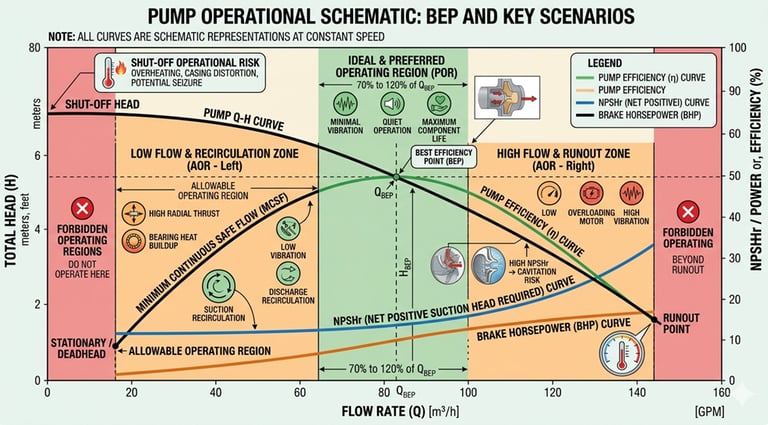
📉 3. Operating Outside Design Conditions
This is one of the most overlooked causes of failure.
Pumps are designed to operate near the Best Efficiency Point (BEP).
📊 Pump Curve Illustration
⚠️ What Happens Outside BEP?
🔻 Low Flow (< 50–60% of BEP)
Recirculation
Overheating
Cavitation
High radial loads
⚠️ Important:
Discharge valve can be closed briefly during startup, but must not reduce flow below MCSF.
🔺 High Flow (> 120% of BEP)
Runout condition
Low discharge pressure
High energy consumption
Cavitation risk
🎯 Consequences
Cavitation damage
Premature bearing & seal failure
Reduced efficiency (higher energy costs)
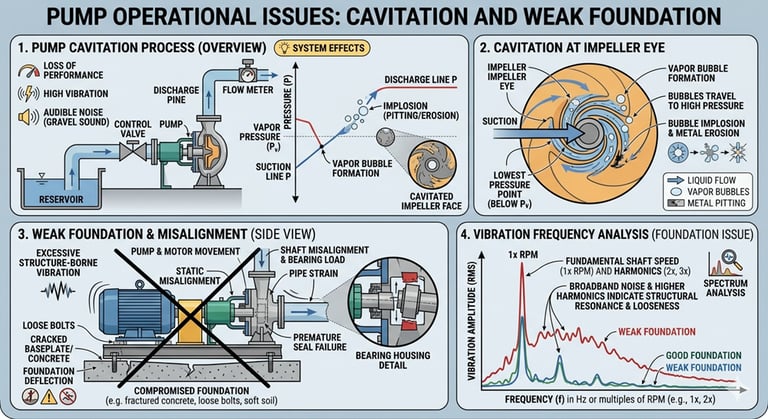
💥 4. Cavitation
One of the fastest ways to destroy an impeller.
Causes include:
Low NPSH
Poor suction design
Air ingress
🧩 Cavitation Damage Example
🏗️ 5. Weak Foundation & Installation Issues
Poor grouting
Baseplate distortion
Structural instability
👉 These don’t always fail immediately —
they create chronic, repeat failures over time.
🚨 6. Ignoring Early Warning Signs
The biggest mistake?
Treating symptoms as minor issues.
Watch for:
Vibration spikes
Rising temperatures
Seal leakage
👉 These are not random events.
They are early failure signals.
🔚 Final Thought
Most pump failures are not sudden.
They are predictable.
They are preventable.
But only if we pay attention early enough.
💬 Let’s Discuss
From your experience:
👉 What’s the most common cause of pump failure in your facility?
Contact us today- www.screwtechng.com
#RotatingEquipment #MechanicalEngineering #PumpFailure #ReliabilityEngineering #Maintenance #OilAndGas #AssetIntegrity #EngineeringLessons #ConditionMonitoring